Waterjet cutting is the use of high pressure water jet to cut the material. Its advantage is that cold cutting does not produce heat affected zone, dust, toxic substances
so as to avoid material melting deformation and formation of waste slags. Additionally, the automatic process can improve productivity. Water jet cutting is also suitable for complex special-shaped cutting, with high cutting precision and narrow slit. The cutting edge is smooth, uniform and no-burr, which almost does not need secondary finishing. When the roughness of the cutting surface occurs, there may be the following reasons: the waterjet pressure is not high enough; the waterjet abrasive quality is poor or the amount of abrasive is not appropriate; the waterjet nozzle is badly worn or the distance between the nozzle and the workpiece is not appropriate; the cutting parameters are not set reasonably. The disadvantage of waterjet is that the cost of equipment and maintenance costs are high compared to other cutting technologies. Currently, waterjet cutting is the most versatile and safest cutting process on the market, capable of cutting thicker and wider range of materials, while still creating a safe operating environment.

Most materials can be cut up to a maximum thickness of 18in, far beyond what can be achieved by other cutting processes. Among them, glass is very brittle and fragile materials, the use of waterjet cutting will not cause cracks or micro-cracks in its internal. However, tempered glass can not be applied to this technology, otherwise it will shatter.
In the automotive field, waterjet cutting technology is particularly advantageous. The use of waterjet cold cutting technology eliminates the risk of toxic fumes that can be generated by the heat zone on certain materials when hot cutting is used in the manufacture of automotive parts to ensure safety compliance. Waterjet cutting also provides reliable safety in the food industry by saving production time, thereby preventing food cross-contamination and extending product shelf life.

Pure waterjet is the most primitive method of waterjet cutting and is mostly used to cut gaskets, foam, plastics, paper, diapers, insulation, cement board, automotive interior parts, carpet, food, etc. It can also be used to remove coatings. Abrasive waterjet cutting nozzles are configured with a sand mixing chamber and sand knife tube, where granular abrasives are mixed with high pressure water at the nozzle to improve cutting ability and cut harder materials, thus this configuration allows the machine to switch modes between pure waterjet cutting and abrasive waterjet cutting. Waterjet cutting abrasives are mainly garnet, emery, olivine, alumina, etc., At present, waterjet cutting commonly used abrasive size of 50 mesh to 220 mesh, the most commonly used is 80 mesh. Moreover, the water and abrasive used in abrasive waterjets are not recyclable.

High-pressure pump is the core component of waterjet cutting, used to strengthen the water pressure to provide kinetic energy. The current field of waterjet cutting using hydraulic booster pump and direct drive pump two types of pumps. Hydraulic booster pump is the earliest and most commonly used technology in the field of waterjet cutting, using the area difference between the piston head and the plunger to increase pressure. Firstly pressurize the hydraulic oil, pushed by low-pressure oil piston head, the surface area of the piston head is 20 times higher than the high-pressure plunger, and the plunger is responsible for pushing the water, thus increasing the pressure by 20 times. Direct drive pumps differ from booster pumps in that there is no hydraulic pump, and the motor drives a crankshaft with three pistons to rotate and generate ultra-high pressure water.
The control system controls the entire equipment operating process, including the programming software, operator interface, drive motor, and position and speed feedback system. The engineer or designer draws the waterjet cutting drawing in the CAD program, the programmer imports the drawing file into the CAM software package, adds the waterjet start and stop position, travel direction, tool compensation, travel speed, etc. as needed, and sends the file to the control system, then opens the file in the machine control system, moves the cutting head to the start position above the target material, and finally the system automatically controls the machine operation.
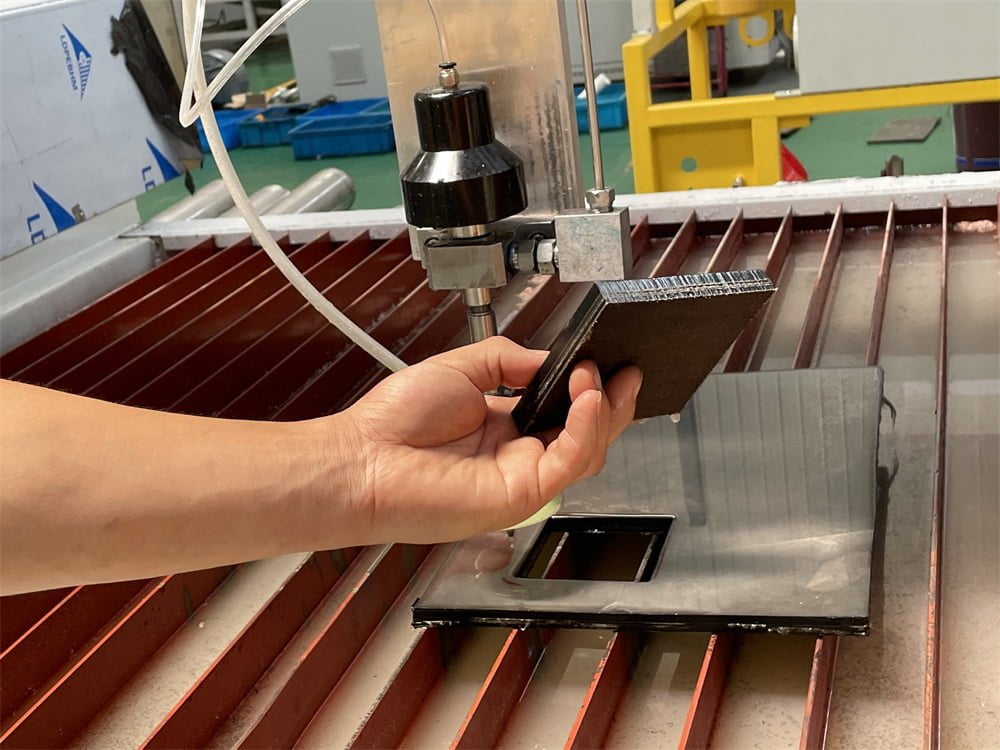
The cutting head allows water to pass through the nozzle and converts the water pressure into water velocity for cutting. The abrasive cutter tube is the last component in the cutting head and is used for abrasive waterjet cutting. Nozzle material is usually ruby, sapphire or diamond to reduce loss or breakage.
The cutting table is the platform on which the cutting object is placed.
The structure of the abrasive waterjet cutting table consists of three parts, the water system, the abrasive system and the action actuator. The action actuator mainly consists of X, Y and Z-axis servo motors, reducers, guide rails, etc. The only factor that restricts the cutting thickness is the limitation of Z-axis.
Cantilever waterjet cutting arm track and cutting platform is separate, the advantage is that irregular shape workpiece can be easily put into the cutting, and the cutting platform can be replaced. The disadvantage is that the mechanical arm is only one end of the fixed support, if the factory does not adjust the calibration accuracy of the cut, then the cut workpiece will not pass.
Gantry waterjet cutting platform is a one-piece structure, the cutting arm is supported at both ends, not easy to tilt, reducing the possibility of long-term use of cutting errors. The integral structure also leads to more accessories grid so that some irregular workpiece is not easy to place, and the size of the cutting platform can not be replaced.
According to the type of equipment is divided into large waterjet cutting machine, small waterjet cutting machine, three-dimensional waterjet cutting machine, and dynamic waterjet cutting machine. Dynamic waterjet can increase the cutting speed by 2 to 4 times and improve the finished product tolerance to a large extent.
Divided into high pressure type and low pressure type by pressure intensity, generally with 100MPa as the boundary. 100MPa or more for high pressure type, 100MPa or less for low pressure type, 200MPa or more for ultra-high pressure type.
Divided into pre-mixing type and post-mixing type by technical principle. It has strong cutting capacity and the required working pressure is low, which is conducive to operational safety and can better adapt to the special operating environment of fire, explosion and anti-static. Post-mixing type for the widely used traditional waterjet cutting technology, adding sand and water outside the cutting head, mixes the waterjet sand and water to obtain high speed cutting.