Descripción
Win-Win es el fabricante de chorro de agua para estaciones de trabajo robotizadas, máquinas de corte por chorro de agua y piezas de repuesto, etc.
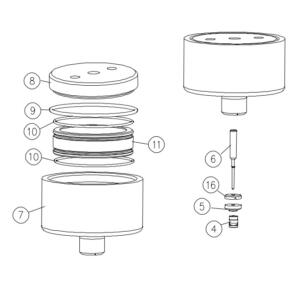
Part Name: waterjet ferrule
Item number: 05131347
DetalleS: utilizado en la máquina de corte por chorro de agua SL-VI 100HP

Relacionado Piezas de chorro de agua:
| Número de artículo | Descripción |
| 20419045 | Fabricante de chorro de agua Hose clamp 3.0 |
| 10079754 | Fabricante de chorro de agua Radiator hose 2.50 |
| 49872245 | Fabricante de chorro de agua Split flange 2.50 |
| 05106984 | Fabricante de chorro de agua Adapter flange/hose 2.50 x 2.50 |
| 05112750 | Fabricante de chorro de agua Hydraulic hose assembly .25 x 26.0 |
FAQ of platform waterjet machine & waterjet spare parts etc.:
Waterjet cutting and Electrical Discharge Machining (EDM) are two distinct methods employed for cutting various materials. These techniques differ in their principles of operation, material compatibility, cutting speed, precision and complexity, heat affected zone (HAZ), and cost.Waterjet cutting utilizes a high-pressure stream of water mixed with an abrasive substance to erode and cut through materials. It is compatible with a wide range of materials, including metals, plastics, stone, glass, and composites. Waterjet cutting can achieve high cutting speeds, although it may be slower for certain materials. It provides good precision and can accomplish complex shapes with tight tolerances. The process produces minimal heat, resulting in a negligible heat-affected zone and avoiding thermal distortion. Waterjet cutting is generally considered cost-effective, depending on the material and complexity of the cuts.EDM cutting, on the other hand, employs electrical discharges between an electrode and the workpiece to melt and vaporize the material, thus achieving the desired cut. It is most suitable for electrically conductive materials like metals but not for non-conductive materials such as glass or plastics. EDM cutting tends to be slower compared to waterjet cutting due to the controlled electrical discharges involved. However, it offers high precision, enabling the creation of intricate shapes with excellent surface finish and dimensional accuracy. EDM cutting generates heat, which can result in a heat-affected zone and potential changes in material properties. Consequently, it is generally more expensive due to specialized equipment and consumables required.The choice between waterjet cutting and EDM cutting depends on factors such as the material being cut, desired precision, complexity of shapes, and cost considerations. Consulting with experts or service providers is recommended to determine the most suitable cutting method for specific applications.
Necesita soporte técnico o piezas de chorro de agua, contáctenos en WhatsApp o déjenos un mensaje.